Nitridovanie ocele: opis a charakteristiky postupu
 Nitridácia ocele je relatívne nová technológia difúzneho nasýtenia povrchovej vrstvy dusíkom. Jeho autorom bol akademik N. P. Chizhevsky, ktorý navrhol používať jedinečnú techniku na výrazné zlepšenie pracovných vlastností a parametrov oceľových výrobkov. Do dvadsiatych rokov 20. storočia sa táto metóda nepoužívala v priemyselnom meradle.
Nitridácia ocele je relatívne nová technológia difúzneho nasýtenia povrchovej vrstvy dusíkom. Jeho autorom bol akademik N. P. Chizhevsky, ktorý navrhol používať jedinečnú techniku na výrazné zlepšenie pracovných vlastností a parametrov oceľových výrobkov. Do dvadsiatych rokov 20. storočia sa táto metóda nepoužívala v priemyselnom meradle.
Princíp procesu
Ak porovnávať nitridáciu s tradičným karburizovaním, ponúka prvý variant súbor významných výhod, charakteristické pre iné technológie. Z tohto dôvodu je stále považovaný za najlepší a najúčinnejší spôsob, oceľových konštrukcií, aby sa dosiahlo maximálny výkon trvanlivosť bez použitia dodatočnej tepelnej úpravy. Plus metóda je považovaná za zachovanie starého bloku rozmery, čo umožňuje jeho použitie už hotového výrobku, ktorý prešiel tepelnou kalenie a temperované a brúsenie do finálneho tvaru. Úspešné dokončenie nitridácie umožňuje konečné leštenie a ďalšie spracovanie.
Proces sa uskutočňuje pod vplyvom amoniaku, ktorý sa ohreje na určité teploty. Výsledkom je, že materiál je nasýtený dusíkom a Získate množstvo jedinečných vlastností vrátane:
- Zvýšená odolnosť proti opotrebeniu kovových častí, ktorá je zabezpečená zvýšením indexu tvrdosti ich povrchovej vrstvy;
- vyššia vytrvalosť alebo únavová sila obrobku;
- nákup stabilnej protikoróznej ochrany, ktorá zostáva rovnaká aj pri vystavení sa vode, vzduchu a plynu-ovzdušia.
Dusené časti sú omnoho lepšie ako podobné výrobky, ktoré boli spevnené. Je známe, že po druhom postupe udržuje vrstva stabilnú tvrdosť iba za podmienok, že teplotné indexy neprekročia 225 stupňov. V prípade dusíka je maximálna hranica 550 až 600 stupňov. Je to spôsobené vývojom povrchovej vrstvy, ktorá je niekoľkonásobne silnejšia ako tradičné vytvrdzovanie a karburizácia.
Mechanizmus úpravy dusíka ocele
 Postup je v vyhrievanom prostredí zo železa, ktoré je nainštalované v rúre na 500 až 600 stupňov Celzia. Presná teplota mufl (uzavretý retort) je určená režimom a očakávaným výsledkom. To isté platí aj v čase konania. V kontajneri sú umiestnené prvky ocele, ktoré budú nasýtené dusíkom.
Postup je v vyhrievanom prostredí zo železa, ktoré je nainštalované v rúre na 500 až 600 stupňov Celzia. Presná teplota mufl (uzavretý retort) je určená režimom a očakávaným výsledkom. To isté platí aj v čase konania. V kontajneri sú umiestnené prvky ocele, ktoré budú nasýtené dusíkom.
V procese vykonávania činnosti v retorty sa amoniak dodáva z valca, ktorý je charakterizovaný schopnosťou disociácie (rozkladu) pod vplyvom určitej teploty. Mechanizmus nitridácie môže byť opísaný nasledujúcim vzorcom: 2 NH3 → 6H + 2N.
V dôsledku toho sa na povrchu železných výrobkov vytvára vrstva nitridov, pre ktoré je charakteristická špeciálna tvrdosť. Po dokončení postupu sa pec ochladí spolu s prúdom amoniaku. Týmito činnosťami je možné fixovať vplyv na tvrdosť vrstvy a zabrániť oxidácii povrchu.
Hrúbka nitridovej vrstvy dosiahne 0,3-0,6 milimetrov. Výsledkom je potreba tepelného spracovania na zlepšenie pevnosti. Tvorba dusíkovej vrstvy sa uskutočňuje podľa komplexnej schémy, avšak rozsiahlym výskumom ju metalurgovia študovali čo najpodrobnejšie. V zliatine sa objavujú nasledujúce fázy:
- Pevný roztok Fe3N s obsahom dusíka 8,0 - 11,2%;
- Pevný roztok Fe4N s obsahom dusíka 5,7 - 6,1%;
- Roztok N v a-železo.
Ak je možné proces priniesť na teplotu 591 stupňov Celzia, umožní nám to zistiť inú α-fázu. Po dosiahnutí limitu nasýtenia sa zobrazí ďalšia fáza. Eutektoidný rozklad produkuje 2,35% dusíka.
Aké faktory ovplyvňujú nitridáciu
Kľúčovým dopadom na tento postup sú tieto faktory:
- teplotný režim;
- tlak plynu;
- predĺženie nitridácie.
Konečný výsledok môže byť tiež určený stupňom rozkladu účinnej látky, ktorá sa pohybuje medzi 15 až 45%. Okrem toho je dôležité zohľadniť jeden prvok: čím vyššie sú teplotné indexy, tým horšie sú parametre pevnosti dusíkovej vrstvy, ale čím je vyššia rýchlosť difúzie. Tvrdosť je spôsobená koaguláciou nitridov.
 Ak chcete vytlačiť z postupu maximálne pozitívne vlastnosti a skrátiť čas spracovania, niektorí metalurgovia praktizujú dvojstupňová prevádzka. V počiatočnom štádiu je oceľový polotovar obohatený dusíkom pri teplote 525 stupňov. To je dostatočné na obohatenie horných vrstiev a zvýšenie tvrdosti.
Ak chcete vytlačiť z postupu maximálne pozitívne vlastnosti a skrátiť čas spracovania, niektorí metalurgovia praktizujú dvojstupňová prevádzka. V počiatočnom štádiu je oceľový polotovar obohatený dusíkom pri teplote 525 stupňov. To je dostatočné na obohatenie horných vrstiev a zvýšenie tvrdosti.
Ďalšia fáza zahŕňa aplikáciu režimu s vyššou teplotou od 600 do 620 stupňov Celzia. V tomto prípade dosiahne hĺbka získanej vrstvy nastavené hodnoty a celý proces sa zrýchľuje takmer dvojnásobne. Napriek tomu ukazovatele tvrdosti zostávajú podobné, ako v prípade jednostupňového spracovania.
Odrody zo spracovanej ocele
Moderná metalurgia používa nitridačnú technológiu na spracovanie uhlíkových a legovaných ocelí, kde uhlíková frakcia je 0,3 až 0,5%. Vysoký úspech postupu možno pozorovať pri výbere legovania kovov schopných produkovať nitridy s vysokou tepelnou odolnosťou a tvrdosťou. Napríklad špeciálna účinnosť procesu je charakteristická pri použití tých štruktúr, v ktorých sú sústredené hliník, molybdén, chróm a iné podobné suroviny. Také oceľové predvalky sa zvyčajne nazývajú nitraloly.
Molybdén je schopný zabrániť uvoľneniu krehkosti, čo je spôsobené pomalým chladením ocele po úspešnom spracovaní. Nakoniec, materiál získava nasledujúce charakteristiky:
- Tvrdosť uhlíkovej ocele - HV 200-250;
- Zliatina - HV 600-800;
- Nitralky do HV 1200 a ešte vyššie;
Odporúčané značky
Výber špecifických druhov ocelí je určený rozsahom činnosti kovového prvku. v podstate metalurgovia rozlišujú tieto kritériá:
 Ak potrebujete dostať diely s vysokou tvrdosťou povrchu, vyberte značku 38X2MUA. Obsahuje vysoký obsah hliníka, ktorý spôsobuje nízku odolnosť výrobku proti deformácii. Ak v oceli nie je hliník, nepriaznivo ovplyvňuje tvrdosť a odolnosť proti opotrebovaniu, aj keď rozširuje rozsah použitia a umožňuje reprodukciu najzložitejších štruktúr a polotovarov;
Ak potrebujete dostať diely s vysokou tvrdosťou povrchu, vyberte značku 38X2MUA. Obsahuje vysoký obsah hliníka, ktorý spôsobuje nízku odolnosť výrobku proti deformácii. Ak v oceli nie je hliník, nepriaznivo ovplyvňuje tvrdosť a odolnosť proti opotrebovaniu, aj keď rozširuje rozsah použitia a umožňuje reprodukciu najzložitejších štruktúr a polotovarov;- V priemysle obrábacích strojov zlepšené druhy legovanej ocele 40X, 40HFA;
- Pokiaľ ide o výrobu dielov s vysokým rizikom cyklickým zaťažením na ohyb, používať produkty pod značkami 30H3M, 38HGM, 38HNMFA, 38HN3MA;
- Pokiaľ ide o palivové sústavy, kde je potrebné používať najsofistikovanejšie kovové výrobky s vysokou výrobnou presnosťou, má zmysel vybrať si 30X3MF1;
Etapy konania
Prípravná fáza, úprava dusíka a konečná úprava povrchovej vrstvy ocele a zliatin sa vykonávajú v niekoľkých etapách:
- Príprava kovu tepelným spracovaním, počas ktorého sa vykonáva vytvrdzovanie a vysoké temperovanie. Vnútorná časť výrobku získava charakteristickú viskozitu a pevnosť. Kalenie sa vykonáva pod vplyvom vysokých teplôt až do 940 stupňov. Následne sa materiál nechá ochladiť v oleji alebo vode. Nechať sa vykonáva pri teplotnom režime 600-700 stupňov Celzia, čo je dostatočné na dosiahnutie zvýšenej tvrdosti;
- Pokiaľ ide o obrábanie polotovarov, je dokončená metódou konečného brúsenia materiálu. V konečnom dôsledku časť nadobúda potrebné rozmery;
- Je dôležité poskytnúť niekoľko preventívnych opatrení pre tie prvky, ktoré musia byť nasýtené dusíkom. V procese spracovania sa aplikujú jednoduché kompozície, ako je kvapalné sklo alebo cín, ktoré sa nanášajú elektrolýzou s vrstvou nie viac ako 0,015 mm. To umožňuje vytvoriť tenkú vrstvu, nepriepustnú pre dusík;
- Ďalším krokom je nitridácia uvedenej technológie;
- Vo fáze dokončenia sa detaily dostanú do očakávaného stavu a polotovary zložitého tvaru s tenkými stenami sú vystužené pri teplote 520 stupňov Celzia.
 Pokiaľ ide o zmenu geometrických vlastností polotovaru po nitridácii, je určená hrúbkou získanej azotonovanej vrstvy a použitými teplotami. V každom prípade odchýlky od očakávanej formy sú zanedbateľné.
Pokiaľ ide o zmenu geometrických vlastností polotovaru po nitridácii, je určená hrúbkou získanej azotonovanej vrstvy a použitými teplotami. V každom prípade odchýlky od očakávanej formy sú zanedbateľné.
Je dôležité pochopiť, že moderná technológia spracovania nitridovaním znamená používanie pecí typu mine. Maximálne hodnoty teploty dosahujú 700 stupňov, takže cirkulácia vzduchu je vynútená. Mufl môže byť zabudovaný do rúry alebo vymeniteľný.
Pri použití prídavnej mufle je proces spracovania omnoho rýchlejší. V dôsledku toho sa náhradná mufla načíta, akonáhle je prvý pripravený. Je pravda, že táto metóda nebola široko používaná kvôli vysokým nákladom.
Varianty média na spracovanie
V súčasnosti je spracovanie dusíka z oceľových polotovarov v roku 2003 amónium-propánové médium. V tomto prípade sú metalurgovia schopní odolávať surovinám pod vplyvom 570 stupňov po dobu troch hodín. Vrstva karbonitridu vytvorená za takých podmienok má minimálnu hrúbku, ale pevnosť a odolnosť proti opotrebovaniu sú oveľa vyššie ako tie, ktoré boli vynájdené bežnou metódou. Tvrdosť tejto vrstvy je v rozmedzí 600-1100 HV.
 Táto technológia je mimoriadne nevyhnutná pri výbere výrobkov z legovaných zliatin alebo ocele, ktoré podliehajú vysokým požiadavkám na prevádzkovú vytrvalosť.
Táto technológia je mimoriadne nevyhnutná pri výbere výrobkov z legovaných zliatin alebo ocele, ktoré podliehajú vysokým požiadavkám na prevádzkovú vytrvalosť.
Ďalším rovnako populárnym riešením je použitie technológie výbojky, keď je materiál posilnený v prostredí vypúšťanom dusíkom, ktoré spája kovové výrobky s katódou. Výsledkom je, že obrobok získa záporne nabitú elektródu a mufl má kladne nabitú elektródu.
Technológia vám umožňuje skrátiť dobu trvania akcie niekoľkokrát. Medzi plusom a mínusom je výboj a plynové ióny pôsobia na povrch katódy a ohrejú ju. Tento dosah sa uskutočňuje v niekoľkých etapách:
- katódové rozprašovanie sa spočiatku vyskytuje;
- potom čistenie povrchu;
- potom sýtosť.
V prvej fáze postreku sa udržiava tlak 0,2 milimetrov ortuti a napätie 1400 voltov počas 5 až 60 minút. V tomto prípade sa povrch zahrieva až na 250 stupňov Celzia. Druhý stupeň zahŕňa použitie tlaku 1 až 10 milimetrov ortuti pri napätí 400-1100 V. Postup trvá 1-24 hodín.
Ďalšou veľmi účinnou metódou liečby je tieňový proces, ktorý implikuje nitráciu v kvapaline na báze roztaveného kyanidu pod vplyvom teploty 570 stupňov Celzia.
Výhody technológie
 V súčasnosti sa zvažuje technológia nitridácie najobľúbenejšie riešenie dosiahnuť najlepší výkon kovových častí. Ak je správny prístup poskytuje najlepšiu odolnosť proti opotrebeniu, a to aj z dôvodu takých liečebných vrstiev dosiahnuť vysokú odolnosť proti napadnutiu koróziou. Ošetrované štruktúry nepotrebujú dodatočné tepelné spevnenie. Kvôli takýmto zvláštnostiam je nitridovanie považované za kľúčový proces spracovania prvkov v strojárstve, konštrukcii obrábacích strojov a ďalších oblastiach, kde sú kladené vysoké nároky na jednotlivé komponenty.
V súčasnosti sa zvažuje technológia nitridácie najobľúbenejšie riešenie dosiahnuť najlepší výkon kovových častí. Ak je správny prístup poskytuje najlepšiu odolnosť proti opotrebeniu, a to aj z dôvodu takých liečebných vrstiev dosiahnuť vysokú odolnosť proti napadnutiu koróziou. Ošetrované štruktúry nepotrebujú dodatočné tepelné spevnenie. Kvôli takýmto zvláštnostiam je nitridovanie považované za kľúčový proces spracovania prvkov v strojárstve, konštrukcii obrábacích strojov a ďalších oblastiach, kde sú kladené vysoké nároky na jednotlivé komponenty.
Avšak okrem mnohých výhod má technológia svoje nevýhody, čo sú vysoké náklady a trvanie postupu. Pri teplotnom režime 500 stupňov Celzia môže dusík preniknúť 0,01 milimetrov. V tomto prípade celkové trvanie procesu dosiahne jednu hodinu.
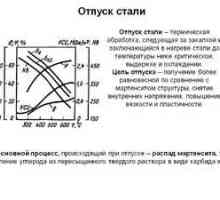 Vlastnosti a druhy temperovania ocele ako metóda tepelného spracovania kovu
Vlastnosti a druhy temperovania ocele ako metóda tepelného spracovania kovu Tabuľka sortimentu oceľových rúr: priemer a hmotnosť
Tabuľka sortimentu oceľových rúr: priemer a hmotnosť Oceľ 20x: označenie, vlastnosti a použitie
Oceľ 20x: označenie, vlastnosti a použitie Austenitická oceľ: vlastnosti a charakteristiky
Austenitická oceľ: vlastnosti a charakteristiky Charakteristika a zloženie nehrdzavejúcej ocele
Charakteristika a zloženie nehrdzavejúcej ocele Rýchle rezanie ocele p18: charakteristika a rozsah
Rýchle rezanie ocele p18: charakteristika a rozsah Zinkovanie kovov a technológie pozinkovania
Zinkovanie kovov a technológie pozinkovania Dekódovanie, vlastnosti a použitie ocele p6m5
Dekódovanie, vlastnosti a použitie ocele p6m5 Oceľové laná: kritériá klasifikácie a výberu káblov
Oceľové laná: kritériá klasifikácie a výberu káblov Normalizácia ocele: popis a vlastnosti
Normalizácia ocele: popis a vlastnosti Žiarové zinkovanie oceľových konštrukcií: technológia pozinkovania
Žiarové zinkovanie oceľových konštrukcií: technológia pozinkovania Leštiaca pasta a jej výhody
Leštiaca pasta a jej výhody Rozsah a výhody valcovaného plechu za tepla
Rozsah a výhody valcovaného plechu za tepla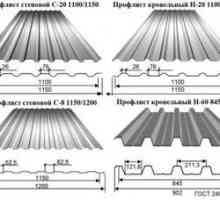 Vlastnosti, výhody a rozmery profilovaného plechu
Vlastnosti, výhody a rozmery profilovaného plechu Kanál: typy, výroba a rozsah
Kanál: typy, výroba a rozsah Rúry plynu (voda a plyn): výroba, klasifikácia
Rúry plynu (voda a plyn): výroba, klasifikácia Tepelné spracovanie ocele: opis, typy
Tepelné spracovanie ocele: opis, typy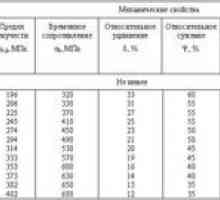 Oceľ 30: charakteristika polotovarov podľa stavu
Oceľ 30: charakteristika polotovarov podľa stavu Zariadenie a rozsah oceľového kábla
Zariadenie a rozsah oceľového kábla Rohová oceľová nerovnosť: sortiment a gesto
Rohová oceľová nerovnosť: sortiment a gesto Vlastnosti a typy oceľových elektrosvalených rúr, výberové kritériá
Vlastnosti a typy oceľových elektrosvalených rúr, výberové kritériá