Zváranie volfrámových elektród a klasifikácia materiálov
 Každý odborník vie, že je potrebné vyrábať argónové zváranie pomocou volfrámových elektród, ktoré nie sú spotrebované.
Každý odborník vie, že je potrebné vyrábať argónové zváranie pomocou volfrámových elektród, ktoré nie sú spotrebované.
obsah
Vytvárajú oblúk a držia ho. Existuje mnoho typov, ktoré oddeľujú každý pomáha značkovanie, ktoré sa používa počas výroby.
Charakteristiky volfrámových tyčí
 Voliteľné sú volfrámové elektródy žiaruvzdorné jadrá, pomocou ktorého sa vytvára elektrický oblúk, čo je nevyhnutné na tavenie okrajov plniaceho materiálu a častí, ktoré sa majú zvárať počas zváracieho procesu. Používajú sa hlavne na zváranie argónom. Zvárajú rôzne konštrukcie, vrátane rúrkových. Na tieto účely bol volfrám vybraný nie náhodne. Je to najviac žiaruvzdorný kov zo všetkých dostupných v prírode.
Voliteľné sú volfrámové elektródy žiaruvzdorné jadrá, pomocou ktorého sa vytvára elektrický oblúk, čo je nevyhnutné na tavenie okrajov plniaceho materiálu a častí, ktoré sa majú zvárať počas zváracieho procesu. Používajú sa hlavne na zváranie argónom. Zvárajú rôzne konštrukcie, vrátane rúrkových. Na tieto účely bol volfrám vybraný nie náhodne. Je to najviac žiaruvzdorný kov zo všetkých dostupných v prírode.
GOST špecifikuje všetky požiadavky na označenie volfrámových tyčí. To im umožňuje priradiť určitému typu (bez ohľadu na to, v akej krajine sa vyrábajú). Podľa požiadaviek musí značka okrem typu výrobku obsahovať aj zloženie materiálu.
Takéto elektródy možno určiť prvým písmenom "W", ktorý je uvedený v označení. Väčšina týchto tyčí obsahuje malú časť prísad z legovania. Umožňujú predĺžiť životnosť výrobku a zlepšiť jeho technické vlastnosti. Druhé písmeno v označení označuje formu dopantu.
Dopingové prísady sú nasledujúce typy:
- "C" - oxid céru. Elektródy vyrobené z volfrámu, ktoré obsahujú túto prísadu, sú univerzálne. Používajú sa na zváranie akýmkoľvek prúdom, a to aj pri malých hodnotách, ktoré podporujú stabilné spaľovanie oblúkov;
- "Z" - oxid zirkónia. Elektródy, ktoré obsahujú oxid zirkoničitý, sa používajú na zváranie striedavým prúdom. Pri ich použití je dôležité zabezpečiť, aby nedošlo k poklesu kontaminantov v zvarovom bazéne. Oblúk, ktorý je tvorený takými tyčami, je charakterizovaný vysokým výkonom a stabilitou. V porovnaní s inými výrobkami môžu volfrámové elektródy obsahujúce oxid zirkoničitý vydržať značné zaťaženie prúdom;
- "L" - oxid lantanitý. Výrobky s touto prísadou poskytujú vysokú stabilitu a jednoduché zapálenie zváracieho oblúka, ako aj opakované rýchle zapaľovanie. Pri používaní sa prevádzkový prúd výrazne zvýši a riziko spálenia pripojených prvkov sa zníži. Takéto elektródy sú odolné. V porovnaní s výrobkami vyrobenými z čistého volfrámu kontaminujú zvárací bazén menej;
- "E" je oxid tória. Elektródy s touto prísadou sú veľmi obľúbené. A to všetko pre ich cnosti. Takéto výrobky sa najčastejšie používajú na spojenie prvkov z nehrdzavejúcej ocele, ktoré sa vykonávajú na konštantnom prúde. Pri ostrihaní a zváraní v uzavretej miestnosti by pracovisko malo byť vybavené odsávacím vetraním. A to všetko kvôli tomu, že tórium je rádioaktívny kov, ktorého prach a výpary môžu nepriaznivo ovplyvniť ľudské telo. A pri zváraní prvkov na striedavý prúd môže oblúk skákať pozdĺž vystupujúcich plôch. A tento faktor zhoršuje kvalitu spojenia;
- «Y» - ytrium. Tieto výrobky sú najodolnejšie. Z tohto dôvodu sa používajú na zváranie obzvlášť dôležitých štruktúr. Zváranie sa vykonáva priamym prúdom;
- "P" - čistý volfrám. Ak je tento výrobok uvedený na označení, znamená to, že výrobok je 99,5% vyrobený z čistého volfrámu. Elektródy z volfrámu bez akýchkoľvek prísad zabezpečujú stabilitu oblúka pri zváraní so striedavým prúdom. Používajú sa na argónové zváranie hliníkových prvkov.
 Aby špecialista získal podrobnejšie informácie o volfrámových elektródach, sú v označení aj čísla.
Aby špecialista získal podrobnejšie informácie o volfrámových elektródach, sú v označení aj čísla.
Prvé číslice po písmenách označujú presné percento dopantu. Napríklad obrázok 15 ukazuje, že kompozícia obsahuje 1,5% dopantu. Druhá čísla, oddelené od prvej pomlčky, udávajú dĺžku výrobku v milimetroch.
Najbežnejšia dĺžka je 175 milimetrov. Ale dĺžka elektród môže byť 50, 75 alebo 150 milimetrov. Diely s rôznymi geometrickými parametrami sú zvárané volfrámovými elektródami rôzneho prierezu. Hodnota prierezu môže byť 1 - 1,6 - 2 - 2,4 - 3 - 3,2 - 4,8 - 5,6 - 6,4 milimetrov.
Aby bolo možné na prvý pohľad určiť, prečo sa elektróda aplikuje na druh elektródy, sú konce rôznych značiek namaľované v určitých farbách.
Význam farieb, v ktorých sú nanesené elektródy:
- Tmavo modrá. Elektródy WY-20. Obsahuje 2% ytrium.
- Orange WT-40. V kompozícii obsahuje 4% oxidu tória.
- Purple - WT-30, zložený z 3% oxidu tória.
- Červený WT-20 obsahuje 20% oxidu toričitého.
- Žltý WT-10 obsahuje 10% oxidu toričitého.
- Biela WZ-8 má vo svojom zložení 0,8% oxidu zirkoničitého.
- Blue WL-20 má 2% oxid lantanitý.
- Čierny WL-10. Obsahujú 1% oxidu lantánu.
- Zlaté elektródy triedy WL-15 sú obohatené o 1,5% oxidu lantánu.
- Šedá WC-20. Obsahujú 2% ceria.
- Zelená znamená čistý volfrám. Označuje to WP.
Oblasti použitia elektród
Charakteristické vlastnosti volfrámových elektród určujú ich oblasť použitia.
WP so zelenou špičkou
 Tieto elektródy, ktoré sú vyrobené z čistého volfrámu, sa používajú na argónové zváranie so striedavým prúdom. Vyrábajú argonové oblúkové zváracie prvky z niklu, horčíka a ich zliatin, ako aj z hliníkového bronzu (zliatiny medi a hliníka) a čistého hliníka. Charakteristické vlastnosti týchto elektród sú:
Tieto elektródy, ktoré sú vyrobené z čistého volfrámu, sa používajú na argónové zváranie so striedavým prúdom. Vyrábajú argonové oblúkové zváracie prvky z niklu, horčíka a ich zliatin, ako aj z hliníkového bronzu (zliatiny medi a hliníka) a čistého hliníka. Charakteristické vlastnosti týchto elektród sú:
- Pre ľudské zdravie sú bezpečné.
- Veľké prúdové zaťaženie je zle tolerované.
- Krátka životnosť.
- Zlý oblúk je zapálený.
WZ-20 so sivým hrotom
Tieto elektródy sa tiež používajú pri argónovom zváraní. Vďaka nim je možné zvárať diely z vysokolegovanej ocele, kovov s vysokou teplotou topenia (tantal, molybdén a iné), titánu, niklu, medi a ich zliatin. Zváranie sa vykonáva pri konštantnom prúde, ktorý je spojený polaritou.
Medzi charakteristické znaky patria:
- Bezpečnosť pre ľudské zdravie.
- Dobré prúdové zaťaženie je dobre tolerované.
- Životnosť je dlhá.
- Dobrá zápalnosť oblúka.
WL s modrým hrotom
Vodiče značiek WL-10, 15, 20 sú určené na vykonávanie prác na priamom alebo striedavom prúde. Môžu spojiť malé prvky vyrobené z vysokolegovaných a obyčajných ocelí, ako aj plazmové zváranie a striekanie.
Charakteristické vlastnosti:
- Pre osobu sú v bezpečí.
- Súčasné zaťaženie sa prenáša dobre.
- Životnosť je dlhá.
- Zapaľovanie oblúka je uspokojivé.
WZ s bielym tipom
Tieto vetvičky sa používajú na zváranie v argónovom médiu so striedavým prúdom. Pri ich aplikácii sú zvárané prvky z argónu z niklu, horčíka a ich zliatin, ako aj z medených a hliníkových zliatin a hliníka.
Výrazné vlastnosti:
- Pre osobu sú absolútne bezpečné.
- Súčasné zaťaženie je dobré.
- Životnosť je dlhá.
- Zvárací oblúk sa rozsvieti uspokojivo.
WT-20 s červeným hrotom
Výrobky s týmito značkami sa používajú na zváranie argónu na oblúku s jednosmerným prúdom. Zvárajú výrobky z titánu, niklu, medi a ich zliatin, rovnako ako kovy s vysokou teplotou topenia a vysokolegované ocele.
Špeciálne funkcie:
- Pre zdravie sú nebezpečné.
- Súčasné významné zaťaženie sa prenáša perfektne.
- Životnosť je pomerne dlhá.
- Zvárací oblúk dobre svieti.
Wolfrámové elektródy obsahujúce tórium zahŕňajú WT-30 a WT-40. Ale vzhľadom na skutočnosť, že obsahujú významné množstvo rádioaktívneho prvku, nie je vhodné ho používať na prácu. Ich výpary sú škodlivé pre ľudské zdravie a životné prostredie.
Kritériá pre výber volfrámových elektród
 Pri výbere elektród z volfrámu je potrebné zamerať sa na nasledujúce parametre:
Pri výbere elektród z volfrámu je potrebné zamerať sa na nasledujúce parametre:
- Kvalita ostrenia.
- Geometria bodu, ktorá určuje mnoho charakteristík zváracieho procesu.
- Priemer, ktorý ovplyvňuje hrúbku vytvoreného zvaru.
- Prítomnosť legujúcich prísad, chemické zloženie a typ elektródy.
Významný vplyv na výber elektródy určitej značky je daný charakteristikami prvkov, ktoré sú spojené: zloženie materiálu, rozmery a iné. Ak sa rozhodnete, môžete sa obrátiť na svoje vlastné skúsenosti alebo referenčné materiály.
Metódy a vlastnosti brúsenia
 Dôležitým parametrom je ostrenie volfrámových elektród. Je potrebné venovať osobitnú pozornosť. Také dôležité charakteristiky, ako je distribúcia energie, ktorou brúsenie prechádza na kov spojeného prvku a tlak zváracieho oblúka, závisí od tvaru brúsnej vodiacej elektródy. Z tohto dôvodu závisí šírka a hĺbka zvaru, ako aj rozmery penetračnej zóny spojovaného materiálu, na tom, ako je elektróda uzemnená.
Dôležitým parametrom je ostrenie volfrámových elektród. Je potrebné venovať osobitnú pozornosť. Také dôležité charakteristiky, ako je distribúcia energie, ktorou brúsenie prechádza na kov spojeného prvku a tlak zváracieho oblúka, závisí od tvaru brúsnej vodiacej elektródy. Z tohto dôvodu závisí šírka a hĺbka zvaru, ako aj rozmery penetračnej zóny spojovaného materiálu, na tom, ako je elektróda uzemnená.
V závislosti od parametrov pripojených prvkov a typu elektródy, ktorá je zvolená na zváranie prvkov, je zvolená forma zaostrenia pracovného konca volfrámovej elektródy.
Pri elektródach s označeniami WL-10, 15, 20 a WP sa používa ostrenie guľovitého tvaru, pretože nemá také silné tepelné zaťaženie. A na konci značky elektródy WT-20 urobte mierne vydutie. Druh použitého zváracieho prúdu ovplyvňuje aj tvar brúsenia.
Ostrenie elektród neteplovanie môže byť vyrobené:
- Chemickými prostriedkami.
- Automatizovaný obrábací stroj.
- Brúska.
- Špeciálne stroje na honovanie elektród z volfrámu.
 Ak chcete určiť dĺžku brúsenia, musíte vynásobiť priemer tyče o 2,5. Hodnota získaná v milimetroch je dĺžka zaostrenia. Je ťažšie odolávať optimálnemu uhle brúsenia. Na základe GOST je potrebné wolframové elektródy zaostriť tak, aby bol uhol kužeľa približne 28-30 stupňov.
Ak chcete určiť dĺžku brúsenia, musíte vynásobiť priemer tyče o 2,5. Hodnota získaná v milimetroch je dĺžka zaostrenia. Je ťažšie odolávať optimálnemu uhle brúsenia. Na základe GOST je potrebné wolframové elektródy zaostriť tak, aby bol uhol kužeľa približne 28-30 stupňov.
Pokiaľ ide o optimálny uhol zaostrenia, vedú spory až do tohto dňa. Koniec koncov, ak je uhol 17 stupňov, potom môžete získať kvalitný pokrok. A práca s nosnými konštrukciami a hrubým kovom je veľmi dôležitá.
Ale uhol 60 stupňov oblúka stabilizuje. Proces zvárania je jednoduchší a rýchlejší, ale penetrácia sa znižuje.
Nie je to veľmi náročný proces manuálneho ostrenia, ale je veľmi ťažké súčasne udržiavať jeho hodnoty v prijateľných medziach. Najpresnejší výsledok sa dosiahne, ak je tyč pripevnená do skľučovadla a brúsená nízkou rýchlosťou pomocou bulgárnej alebo smirkovej látky.
Aby ste sa vyhli chybám, môžete si kúpiť špeciálne brúsne zariadenie. S ním môžete dosiahnuť ideálne brúsenie. Súčasti takéhoto zariadenia sú: uhlový a brúsny uholník, diamantový disk a elektromotor.
Pri manuálnom zaostrení sa môžu vyskytnúť nasledujúce chyby:
- Riziká sú oblúkové.
- Zaostrený uhol zaostrenia. Tým sa znižuje zvar.
- Silne ostrý uhol. Elektróda z volfrámu začína rýchlo topiť.
- Ostrenie je asymetrické. Pohyb zváracieho oblúka je nekontrolovaný.
- Šírka je menšia alebo vyššia ako norma. Preniknutie ševu sa zníži.
Ako je zrejmé z vyššie uvedeného, ostrenie ovplyvňuje mnohé zváracie faktory. Z tohto dôvodu by sa nemala zanedbávať jeho kvalita. Je zmysluplné zakúpiť ostriaci stroj, ak veľa pracujete s argónom oblúkovým zváraním. Ak nevážete prácu veľmi často, špecialista ju môže zaostriť.
 Ako variť nerezovú oceľ doma
Ako variť nerezovú oceľ doma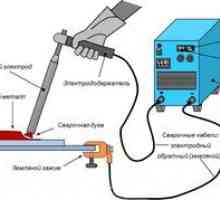 Ako vybrať elektródy na zváranie
Ako vybrať elektródy na zváranie Vlastnosti metódy zvárania argónom, jeho klady a zápory
Vlastnosti metódy zvárania argónom, jeho klady a zápory Zváranie argónom elektrickými oblúkmi
Zváranie argónom elektrickými oblúkmi Žiaruvzdorné elektródy: účel, typy a aplikácie
Žiaruvzdorné elektródy: účel, typy a aplikácie Druhy elektród na zváranie liatiny
Druhy elektród na zváranie liatiny Elektródy na kontaktné zváranie
Elektródy na kontaktné zváranie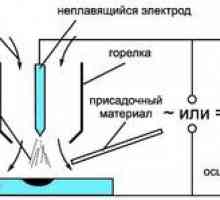 Vlastnosti zvárania s nekonzumovateľnou elektródou v ochrannom plynovom prostredí
Vlastnosti zvárania s nekonzumovateľnou elektródou v ochrannom plynovom prostredí Technické charakteristiky elektród ok-46
Technické charakteristiky elektród ok-46 Wolfrám: výroba a aplikácia
Wolfrám: výroba a aplikácia Ktoré elektródy by sa mali zvoliť na zváranie meničom
Ktoré elektródy by sa mali zvoliť na zváranie meničom Ako urobiť zariadenie na bodové zváranie z mikrovlnnej rúry sami
Ako urobiť zariadenie na bodové zváranie z mikrovlnnej rúry sami Technické vlastnosti mrd3 elektród
Technické vlastnosti mrd3 elektród Zváracie materiály: klasifikácia a charakteristiky
Zváracie materiály: klasifikácia a charakteristiky Charakteristika elektród monolit pc
Charakteristika elektród monolit pc Wolfrámové elektródy značky wc 20
Wolfrámové elektródy značky wc 20 Zváranie automobilových diskov s argónom
Zváranie automobilových diskov s argónom Popis a vlastnosti hliníkových elektród v oblúkovom zváraní
Popis a vlastnosti hliníkových elektród v oblúkovom zváraní Elektródy pre nehrdzavejúcu oceľ: označenie prvkov na zváranie
Elektródy pre nehrdzavejúcu oceľ: označenie prvkov na zváranie Elektródy e42 a e42a: opis, technické charakteristiky
Elektródy e42 a e42a: opis, technické charakteristiky Tungsten: vlastnosti a značky, aplikácie, kovové výrobky
Tungsten: vlastnosti a značky, aplikácie, kovové výrobky