Elektródy na kontaktné zváranie
 Elektródy na kontaktné zváranie sú určené na dodávanie prúdu prvkov, ich stláčanie a odstraňovanie vyvíjaného tepla. Tento detail je jedným z najdôležitejších v zariadení, pretože tvar uzla závisí od jeho tvaru. Stabilita elektródy určuje úroveň zvárania a trvanie nepretržitého chodu. Elektródy sú zobrazené a priame. Výroba prvkov priameho typu je regulovaná v norme GOST 14111-77.
Elektródy na kontaktné zváranie sú určené na dodávanie prúdu prvkov, ich stláčanie a odstraňovanie vyvíjaného tepla. Tento detail je jedným z najdôležitejších v zariadení, pretože tvar uzla závisí od jeho tvaru. Stabilita elektródy určuje úroveň zvárania a trvanie nepretržitého chodu. Elektródy sú zobrazené a priame. Výroba prvkov priameho typu je regulovaná v norme GOST 14111-77.
Podrobné detaily sú charakterizované skutočnosťou, že ich os je posunutá vzhľadom na kužeľ (pristávacia plocha). Používajú sa na zváranie uzlov a prvkov nepríjemného tvaru, ktoré sa ťažko dosahujú.
Vlastnosti dizajnu
Elektródy na kontaktné zváranie zahŕňajú valcovú časť, pracovnú a pristávaciu časť. Vo vnútornej dutine prvku je špeciálny kanál, ktorý je určený na napájanie vodného chladenia elektrického držiaka.
Pracovná časť má sférický alebo rovný povrch. Jeho priemer sa volí podľa hrúbky spracovaných výrobkov a použitého materiálu. Sila elektródy je zabezpečená strednou časťou.
Časť pristátia musí mať kónický tvar, aby bola časť bezpečne upevnená v elektrickom držiaku. Jeho liečba by mala prebiehať s čistotou aspoň 7.
Vlastné vlastnosti časti sú ovplyvnené vzdialenosťou od spodnej časti chladiaceho kanála po pracovnú hranu: životnosť, stabilita atď. Ak je táto vzdialenosť malá, ochladzovanie prvku bude oveľa efektívnejšie, ale bude schopné vydržať oveľa menší počet prehŕňaní.
Vložky na báze molybdénu a volfrámu sú umiestnené vo vnútri medených častí. Takto vyrobené výrobky sa používajú na zváranie eloxovanej alebo pozinkovanej ocele.
Výrobné materiály
 Rezistencia je schopnosť elektródových prvkov nestratí svoj tvar a rozmery, ako aj odolávať prenos materiálu zváraných prvkov a elektród. Tento indikátor je určený materiálu a konštrukciu zváracie elektródy, ako aj podmienky a spôsob prevádzky. Spotrebné diely závisí na vlastnostiach nástroja (uhol pracovnej plochy, priemer, materiál a podobne. D.). Reflow, nadmerné zahrievanie, oxidácia pri prevádzke elektródy v korozívnom a / alebo mokrom prostredí, presádzanie alebo presádzanie, deformácie v priebehu kompresie a ďalšie faktory značne zvyšujú opotrebenie pracovných prvkov.
Rezistencia je schopnosť elektródových prvkov nestratí svoj tvar a rozmery, ako aj odolávať prenos materiálu zváraných prvkov a elektród. Tento indikátor je určený materiálu a konštrukciu zváracie elektródy, ako aj podmienky a spôsob prevádzky. Spotrebné diely závisí na vlastnostiach nástroja (uhol pracovnej plochy, priemer, materiál a podobne. D.). Reflow, nadmerné zahrievanie, oxidácia pri prevádzke elektródy v korozívnom a / alebo mokrom prostredí, presádzanie alebo presádzanie, deformácie v priebehu kompresie a ďalšie faktory značne zvyšujú opotrebenie pracovných prvkov.
Materiál nástroja musí byť vybraný podľa nasledujúcich pravidiel:
- Jeho úroveň elektrickej vodivosti by mala byť porovnateľná s čistou meďou;
- Efektívna tepelná vodivosť;
- Vysoký stupeň mechanickej odolnosti;
- Jednoduchosť obrábania rezaním alebo vysokým tlakom;
- Odolnosť proti cyklickému vykurovaniu.
V porovnaní s absolútnou jeho zliatiny majú väčšiu odolnosť proti mechanickému zaťaženiu zámeru, pretože je vyrobený z medi sa používajú pre takéto výrobky. Doping produktov zinku, berýlia, chrómu, horčíka, zirkónu, nie je znížiť elektrický výkon vodivosti, ale výrazne zvyšuje pevnosť a kremík, železo a nikel zvýšiť jeho tvrdosť.
výber
Pri výbere vhodných elektród na bodové zváranie je potrebné venovať osobitnú pozornosť rozmerom a tvaru pracovného prvku výrobku. Tiež by sa mali vziať do úvahy charakteristiky spracovávaného materiálu, jeho hrúbka, tvar zvarových zostáv a zvárací režim.
Nástroj na kontaktné zváranie má rôzne pracovné povrchy:
- plochý;
- Okrúhly.
 Výrobky, ktoré majú sférický pracovný povrch nie je príliš citlivé na skosenie, pretože sú často používané na nadzemných a radiálnych rastlín, rovnako ako tvarované elektródy s vychýlenia. Výrobcovia z Ruskej federácie, sa odporúča pre ľahkej zliatiny presne tento druh elektród, pretože pomáhajú predchádzať vzniku skóre a preliačiny v bodovom zváraní. Tento problém sa však dá zabrániť v prípade, keď sa používajú ploché elektródy, ktoré čelia zvýšenej. A elektródy, opatrené závesy, môžu dokonca nahradiť typ elektródy guľovité, ale sú vhodné pre zváranie plechov, ktorého hrúbka nie je väčšia ako jedna a pol milimetrov.
Výrobky, ktoré majú sférický pracovný povrch nie je príliš citlivé na skosenie, pretože sú často používané na nadzemných a radiálnych rastlín, rovnako ako tvarované elektródy s vychýlenia. Výrobcovia z Ruskej federácie, sa odporúča pre ľahkej zliatiny presne tento druh elektród, pretože pomáhajú predchádzať vzniku skóre a preliačiny v bodovom zváraní. Tento problém sa však dá zabrániť v prípade, keď sa používajú ploché elektródy, ktoré čelia zvýšenej. A elektródy, opatrené závesy, môžu dokonca nahradiť typ elektródy guľovité, ale sú vhodné pre zváranie plechov, ktorého hrúbka nie je väčšia ako jedna a pol milimetrov.
Rozmery pracovných prvkov nástroje sa vyberajú v súlade s typom a hrúbkou spracovávaných materiálov. Výsledky štúdie, ktoré vykonali experti francúzskej spoločnosti ARO, ukázali, že požadovaný priemer sa môže vypočítať podľa tohto vzorca:
del = 3 mm + 2 t, kde "t" je hrúbka dosiek, ktoré sa majú zvárať.
 Je ťažšie vypočítať požadovaný priemer nástroja s nerovnakou hrúbkou plechu, zváraním rôznych materiálov a zváraním celého "balíka" prvkov. Je zrejmé, že na prácu s časťami rôznej hrúbky by mal byť priemer výrobku zvolený vzhľadom na ten najtenší plech.
Je ťažšie vypočítať požadovaný priemer nástroja s nerovnakou hrúbkou plechu, zváraním rôznych materiálov a zváraním celého "balíka" prvkov. Je zrejmé, že na prácu s časťami rôznej hrúbky by mal byť priemer výrobku zvolený vzhľadom na ten najtenší plech.
Pri zváraní súpravy prvkov by sa mal zvoliť priemer, ktorý by bol vedený hrúbkou vonkajších prvkov. Pri zváraní materiálov rôznych typov má najmenšia penetrácia kovovú zliatinu s minimálnym elektrickým odporom. V tomto prípade by sa malo použiť zariadenie vyrobené z materiálu so zvýšenou tepelnou vodivosťou.
 Ako variť nerezovú oceľ doma
Ako variť nerezovú oceľ doma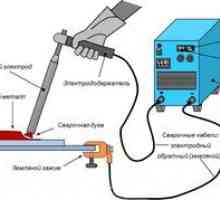 Ako vybrať elektródy na zváranie
Ako vybrať elektródy na zváranie Zváranie argónom elektrickými oblúkmi
Zváranie argónom elektrickými oblúkmi Žiaruvzdorné elektródy: účel, typy a aplikácie
Žiaruvzdorné elektródy: účel, typy a aplikácie Elektródy Uoni 13/55: technické charakteristiky a dekódovanie
Elektródy Uoni 13/55: technické charakteristiky a dekódovanie Typy a charakteristiky zariadení na kontaktné zváranie
Typy a charakteristiky zariadení na kontaktné zváranie Druhy elektród na zváranie liatiny
Druhy elektród na zváranie liatiny Zváranie volfrámových elektród a klasifikácia materiálov
Zváranie volfrámových elektród a klasifikácia materiálov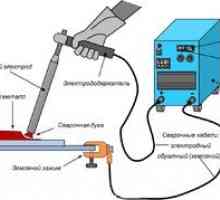 Elektrické oblúkové zváranie liatiny doma
Elektrické oblúkové zváranie liatiny doma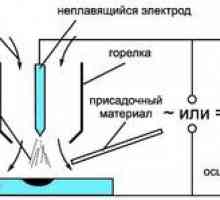 Vlastnosti zvárania s nekonzumovateľnou elektródou v ochrannom plynovom prostredí
Vlastnosti zvárania s nekonzumovateľnou elektródou v ochrannom plynovom prostredí Technické charakteristiky elektród ok-46
Technické charakteristiky elektród ok-46 Ktoré elektródy by sa mali zvoliť na zváranie meničom
Ktoré elektródy by sa mali zvoliť na zváranie meničom Ako urobiť zariadenie na bodové zváranie z mikrovlnnej rúry sami
Ako urobiť zariadenie na bodové zváranie z mikrovlnnej rúry sami Technické vlastnosti mrd3 elektród
Technické vlastnosti mrd3 elektród Charakteristika elektród monolit pc
Charakteristika elektród monolit pc Wolfrámové elektródy značky wc 20
Wolfrámové elektródy značky wc 20 Popis a vlastnosti hliníkových elektród v oblúkovom zváraní
Popis a vlastnosti hliníkových elektród v oblúkovom zváraní Elektródy pre nehrdzavejúcu oceľ: označenie prvkov na zváranie
Elektródy pre nehrdzavejúcu oceľ: označenie prvkov na zváranie Elektródy e42 a e42a: opis, technické charakteristiky
Elektródy e42 a e42a: opis, technické charakteristiky Obracajte a priamu polaritu pri zváraní s meničom
Obracajte a priamu polaritu pri zváraní s meničom Vlastnosti technológie ručného oblúkového zvárania
Vlastnosti technológie ručného oblúkového zvárania