Zváranie: klasifikácia, typy zvarových spojov
 Jeden spôsob, ako spojiť časti materiálu, je zváranie. Metóda našla veľmi široké uplatnenie v rôznych oblastiach. S touto relatívne lacnou a zároveň spoľahlivou metódou sa získajú jednodielne spojenia. Vzhľadom na odrody kovov, z ktorých každý má vlastné vlastnosti zvárania, rozdiely v pracovných podmienkach a požiadavky na spojenie, rozlišujeme rôzne typy zvarov a spojov.
Jeden spôsob, ako spojiť časti materiálu, je zváranie. Metóda našla veľmi široké uplatnenie v rôznych oblastiach. S touto relatívne lacnou a zároveň spoľahlivou metódou sa získajú jednodielne spojenia. Vzhľadom na odrody kovov, z ktorých každý má vlastné vlastnosti zvárania, rozdiely v pracovných podmienkach a požiadavky na spojenie, rozlišujeme rôzne typy zvarov a spojov.
Zóny zvárania
Zóna fúzie s čiastočne roztavenými zrnami je 0,1-0,4 mm hlavného kovu. Keď sa kov v tejto zóne zahreje, jeho štruktúra sa stáva ihličnatá s vysokou krehkosťou a nízkou pevnosťou.
Termálna zóna je rozdelená na štyri časti:
 I - označuje základný kov, zahrievaný na teplotu vyššiu ako 1100 ° C. Štruktúra tejto oblasti je hrubá a obilie v tejto oblasti je približne 12 krát väčšie ako štandardné. V dôsledku prehriatia dochádza k znižovaniu viskozity, ťažnosti a iných mechanických vlastností kovu av najslabšej zváracej časti dochádza často k prerušeniu.
I - označuje základný kov, zahrievaný na teplotu vyššiu ako 1100 ° C. Štruktúra tejto oblasti je hrubá a obilie v tejto oblasti je približne 12 krát väčšie ako štandardné. V dôsledku prehriatia dochádza k znižovaniu viskozity, ťažnosti a iných mechanických vlastností kovu av najslabšej zváracej časti dochádza často k prerušeniu.- II - oblasť je normalizačná zóna, v ktorej sa hlavný kov zahrieva na 900 ° C Štruktúra zrna je oveľa menšia ako v predchádzajúcom prípade. Okupuje túto lokalitu 1-4 mm.
- III - zóna neúplnej kryštalizácie, v ktorej sa hlavný kov zahreje na 750 - 900 ° C Existujú malé a veľké zrná. Mechanické vlastnosti sa znižujú kvôli nerovnomernému rozloženiu kryštálov.
- IV - zóna rekryštalizácie. Ohrieva sa na 450 - 750 ° C a obnoví sa tvar zŕn deformovaných v dôsledku mechanických vplyvov v minulosti. Približná šírka je 5-7 mm.
Hlavná kovová zóna začína od časti ohriatia na menej ako 450 ° C. Štruktúra je podobná štruktúre základného kovu, ale oceľ stráca svoju pevnosť v dôsledku ohrevu. Na hranici sa uvoľňujú oxidy a nitridy, čo oslabuje väzbu zŕn. Kov na tomto mieste sa stáva odolnejší, ale dostáva menej ťažnosti a húževnatosti.
Klasifikácia zváraných spojov a švov
Typy švov podľa charakteristík sú rozdelené do niekoľkých kategórií. Vo vzhľade sú:
- Normal.
- Konvexné.
- Konkávne.
Typom zvarov môžu byť jednostranné a obojstranné. Podľa počtu priechodov - single a multi-pass. Podľa počtu vrstiev: jednostranná a viacvrstvová (so zváraním hrubých kovov).
Existujú aj odrody pozdĺž dĺžky:
- Jednostranná súvislosť.
- Jednostranné prerušované.
- Obojstranný reťaz.
- Obojstranná šach.
- Spotové švy (vytvorené kontaktným zváraním).
Typy kĺbov vo vektore sily nárazu:
- Priečne - sila kolmá na šev.
- Pozdĺžna - sila rovnobežná so švom.
- Šikmé - úsilie pod uhlom.
- Kombinované - znaky priečneho aj pozdĺžneho šva.
Na priestorovej polohe:
 polupotolochny;
polupotolochny;- horizontálne;
- nižšia;
- do zvislej polohy;
- polugorizontalny;
- polovztýčené;
- strop;
- v lodi.
Funkciou sú švy rozdelené na tieto:
- Strong.
- Trvanlivý, hustá.
- Utesnené.
Šírka:
- Závitové švy, ktorých šírka nie je takmer väčšia ako priemer elektródy.
- Rozšírené švy sú vytvorené priečnymi vibračnými pohybmi tyče.
Špeciálne zlúčeniny
 pažba. Najbežnejší variant, ktorý predstavuje obvyklé spojenie koncových plôch alebo dosiek. Na ich formovanie je potrebný minimálny čas a kov. Môže sa vykonávať bez zrážania okrajov, ak sú listy tenké. Pri hrubých výrobkoch potrebujete pripraviť kov na zváranie, kde musíte kosiť okraje, aby ste zvýšili hĺbku zvárania. Vlastne je to hrúbka 8 mm. Ak je hrúbka väčšia ako 12 mm, vyžaduje sa obojstranné frézovanie a zvarovanie okrajov. Často sa tieto spojenia vykonávajú v horizontálnej polohe.
pažba. Najbežnejší variant, ktorý predstavuje obvyklé spojenie koncových plôch alebo dosiek. Na ich formovanie je potrebný minimálny čas a kov. Môže sa vykonávať bez zrážania okrajov, ak sú listy tenké. Pri hrubých výrobkoch potrebujete pripraviť kov na zváranie, kde musíte kosiť okraje, aby ste zvýšili hĺbku zvárania. Vlastne je to hrúbka 8 mm. Ak je hrúbka väčšia ako 12 mm, vyžaduje sa obojstranné frézovanie a zvarovanie okrajov. Často sa tieto spojenia vykonávajú v horizontálnej polohe.
tee. T-kĺby majú tvar T a môžu byť jednostranne alebo obojstranne. S ich pomocou je možné pripojiť výrobky rôznych hrúbok. Ak je menšia časť nainštalovaná kolmo, počas zvárania sa elektróda nakláňa na 60 °. Na vykonanie jednoduchšej verzie zvárania "v člne" použite náplasť. To znižuje pravdepodobnosť podhodnotenia. Zvyčajne sa šev prekrýva na priechode. Dnes existuje veľa strojov na automatické zváranie T.
uhlový. Tieto kĺby (v rôznych uhloch) sú často podkashivayutsya okraj, takže šev je pochovaný v požadovanej hĺbke. Dvojstranné zváranie spôsobuje väčšie spojenie.
prekrytie. Týmto spôsobom sa zvárajú listy s hrúbkou menšou ako 1 cm, ktoré sú položené navzájom nad sebou a zvárané na oboch stranách. Medzi nimi by nemala byť žiadna vlhkosť. Pre lepšie lepenie sa kĺb niekedy varí z zadku.
Geometria švu
 S je hrúbka obrobku.
S je hrúbka obrobku.
E je šírka.
B - medzera medzi obrobkami.
H je hĺbka varenej oblasti.
T je hrúbka.
Q je veľkosť konvexnej časti.
P je konštrukčná výška zodpovedajúca kolmici priamky od bodu penetrácie po hypotenzu najväčšieho priameho trojuholníka vyrazeného vo vonkajšej časti.
A je hrúbka rohového ševu, ktorá zahŕňa množstvo konvexnosti a výšku konštrukcie.
K - rez je vzdialenosť od povrchu jedného obrobku k hranici druhého.
Q - konvexita zváraného úseku.
výber
 Typy zvarov a zváraných spojov sa líšia svojimi vlastnosťami a pre každý prípad sa vyberú parametre úspešnej kombinácie. Prvá vec na posúdenie priestorovej polohy. Čím je práca jednoduchšia, tým lepšia je kvalita. Je ľahšie vytvoriť horizontálne švy, takže sa obrobky pokúšajú vystaviť vodorovne. Niekedy, aby ste zabezpečili kvalitu časti, musíte opakovane prejsť.
Typy zvarov a zváraných spojov sa líšia svojimi vlastnosťami a pre každý prípad sa vyberú parametre úspešnej kombinácie. Prvá vec na posúdenie priestorovej polohy. Čím je práca jednoduchšia, tým lepšia je kvalita. Je ľahšie vytvoriť horizontálne švy, takže sa obrobky pokúšajú vystaviť vodorovne. Niekedy, aby ste zabezpečili kvalitu časti, musíte opakovane prejsť.
Zváranie na jeden priechod pomáha dosiahnuť lepšiu pevnosť ako pri viacnásobnom prechode. Preto potrebujete rovnováhu medzi pohodlím a počtom prejazdov.
Keď sú obrobky hrubé, okraje sa odrežú a povrch sa spracováva tak, aby sa do nich pridávala čistota. Možnosti tlačenia sú najjednoduchšie, je lepšie ich vybrať, pretože upevnenie je jednoduchšie zabrániť skresleniu geometrie hotových dielov. Okrem výberu druhu pozornosti sa venuje pozornosť aj teplotnému režimu, pretože zváracie zóny sa môžu premiestňovať a výrobok sa nevznieva alebo opätovne topí.
 Ako variť nerezovú oceľ doma
Ako variť nerezovú oceľ doma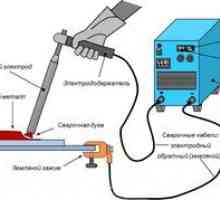 Ako vybrať elektródy na zváranie
Ako vybrať elektródy na zváranie Vlastnosti metódy zvárania argónom, jeho klady a zápory
Vlastnosti metódy zvárania argónom, jeho klady a zápory Zváranie argónom elektrickými oblúkmi
Zváranie argónom elektrickými oblúkmi Žiaruvzdorné elektródy: účel, typy a aplikácie
Žiaruvzdorné elektródy: účel, typy a aplikácie Vlastnosti zvárania pod vrstvou toku podľa GOST 8713-79
Vlastnosti zvárania pod vrstvou toku podľa GOST 8713-79 Druhy elektród na zváranie liatiny
Druhy elektród na zváranie liatiny Zváranie nehrdzavejúcej ocele poloautomatické v atmosfére argónu a oxidu uhličitého
Zváranie nehrdzavejúcej ocele poloautomatické v atmosfére argónu a oxidu uhličitého Zvárané parametre spojov
Zvárané parametre spojov Automatické zváranie pod vrstvou toku: výhody a nevýhody
Automatické zváranie pod vrstvou toku: výhody a nevýhody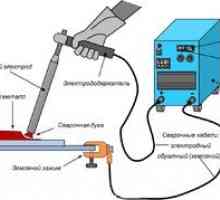 Elektrické oblúkové zváranie liatiny doma
Elektrické oblúkové zváranie liatiny doma Metódy kontroly kvality zvarových spojov a švov
Metódy kontroly kvality zvarových spojov a švov Ako správne zvárať potrubia z polypropylénu vlastnými rukami
Ako správne zvárať potrubia z polypropylénu vlastnými rukami Zváracie materiály: klasifikácia a charakteristiky
Zváracie materiály: klasifikácia a charakteristiky Typy defektov v zvarových spojoch, ich detekcia a metódy eliminácie
Typy defektov v zvarových spojoch, ich detekcia a metódy eliminácie Výroba a použitie zváracieho toku
Výroba a použitie zváracieho toku Vlastnosti zvárania tantalu a molybdénu
Vlastnosti zvárania tantalu a molybdénu Odrody zváraných spojov
Odrody zváraných spojov Proces zvárania trením a jeho vlastnosti
Proces zvárania trením a jeho vlastnosti Popis a vlastnosti hliníkových elektród v oblúkovom zváraní
Popis a vlastnosti hliníkových elektród v oblúkovom zváraní Popis rôznych typov zvárania a ich vlastnosti
Popis rôznych typov zvárania a ich vlastnosti